尼龙电线电缆护套料生产工艺都需要哪些要求
新闻来源:
骏烨官网
人气:0
发表时间:2020-07-30
【小中大】
1、尼龙护套料干燥过程
因为尼龙护套料是极性介质,容易吸水。当尼龙护套料的含水率超过0.3%时,尼龙护套料就不能被挤出。尼龙护套料受潮时,会产生气泡、颗粒和破裂的气泡。尼龙6材料本身用真空袋包装。只要包装没有损坏,就可以直接投入使用。如有破损或未及时使用,使用前必须晾干。因此,湿尼龙材料在使用前应干燥。建议采用抽真空、转筒加热的方法进行除湿,每次干燥量不超过干燥器容积的3/5。如果容量过大,干燥器中的物料不会旋转,造成加热不均,且时间不能太短。如果时间太短,水就无法排出。当然,时间不会太长。如果时间过长,有些材料会氧化变色,不能满足挤压表面的要求。抽真空的真空度应在0.05Mpa以上,否则水分难以排除,也可采用蒸汽加热。加热温度应根据蒸汽量控制。最佳温度为80±50℃。如果加热温度过高,尼龙护套料会氧化变黄。
2、尼龙护套料挤出机要求:
挤出温度应根据出口速度、空气温度和尼龙胶产量进行调整。注意挤出机颈部,即接头处的温度。另外,这一区域内还有滤网、滤板套等部件,所以很难加热到位。如果加热不符合要求,而尼龙6冷凝快,当尼龙护套料在这一区域凝固时,很容易启动机器,挤出机不能出胶,螺杆也会断裂。因此,启动时颈部温度或颈部附近温度应高出5℃,以便于传热。各部位温度达到规定值后,应保持5-10分钟,以保证颈部温度符合预定要求,以免结露和堵塞。另外,螺杆刚启动时,要特别注意观察螺杆电流表,看电流是否明显过大。如果电流过高,机器将立即停止,加热温度将升高或继续加热。
通常使用两种类型的卧式挤出机。一般采用分离螺杆使塑化更均匀,挤出量更大。螺杆长径比一般为20:1;25:1,螺杆与筒体间隙为0.14-0.18mm,压缩比为4:1或3.5:1。

尼龙6挤出温度窄,温度控制严格。如果温度过高,会导致尼龙烧焦;如果温度过低,会导致尼龙冷凝凝固,造成模具堵塞。尼龙6的熔点为215℃,缩合速度很快。因此,挤出机各部分的温度控制必须略高于215℃。从进料口到挤压模的温度控制允许偏差如下:
第1节第2节第3节第4节第5节
230摄氏度235摄氏度235摄氏度235摄氏度
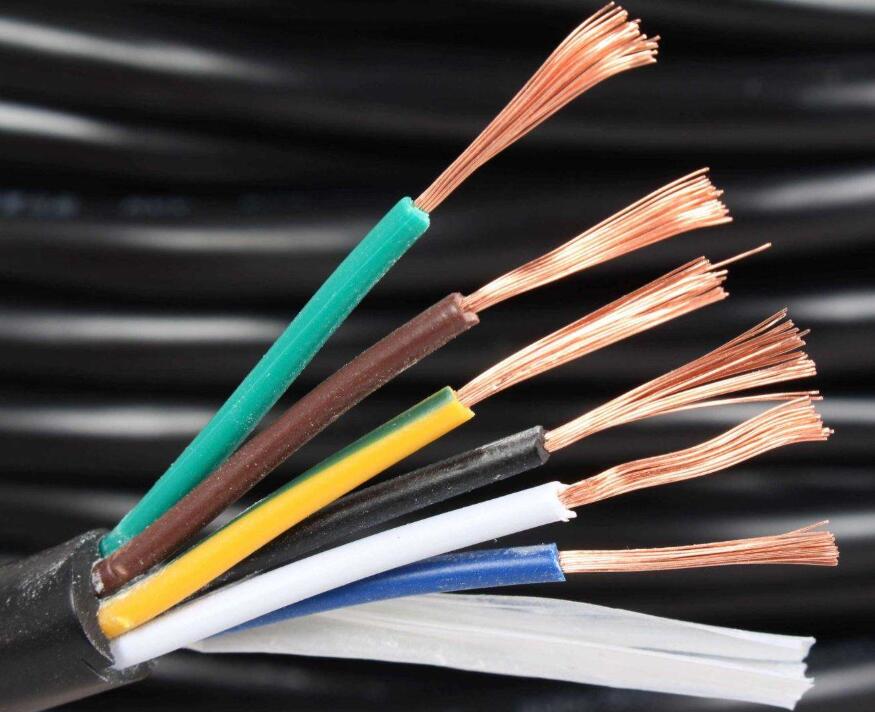
尼龙电线电缆
1、压力使挤出流动均匀。
2、增加物料流动阻力和背压,使尼龙塑化更均匀。
3、过滤掉颗粒、杂质和烧焦的颗粒。
此文关键词:尼龙护套料 电线电缆 尼龙电线电缆护套

 扫一扫,关注我们
扫一扫,关注我们



 0755-27558636
0755-27558636