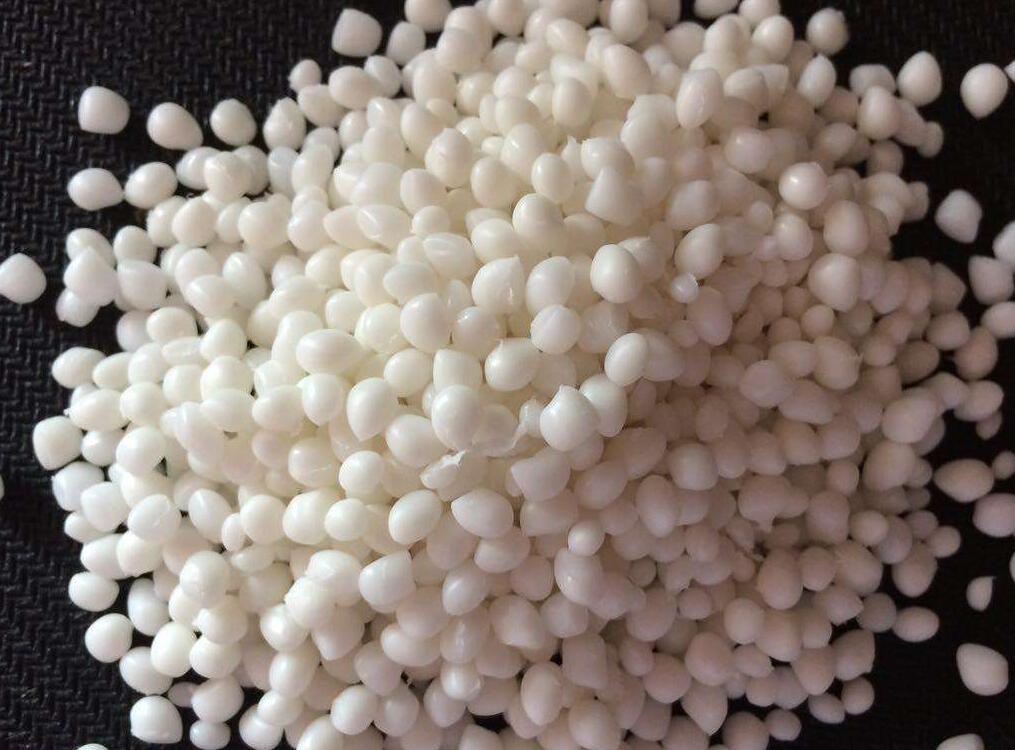
TPE在注塑成型过程中,特别是在生产涂塑产品时,浇口脱落或产品脱落。这种现象尤其严重。我们来谈谈热塑性弹性体产品剥落、分层、开裂和弱粘结。在收到新的智能表带产品之前,模具已经打开。模具涂塑料,注塑两次。首先,将PC注入,然后在TPE上涂上胶水。表带系好了。这是一个很好的样品。该材料要求硬度为75A,与PC有良好的附着力,手感光滑,不粘手。表面不易划伤,耐脏,对皮肤无致敏作用。
由于客户对成本的要求较低,工程师需要以较低的成本开发出新的热塑性弹性体配方。公司内冲床手感及表面耐划伤性符合要求。产品各项指标均满足客户要求。软硬适中。热塑性弹性体与聚碳酸酯的结合强度很好。这条带子摸起来很干,不粘在手上。指甲不能刮,也没有气味。唯一的问题是在橡胶入口的位置,表带产品的表面有剥落和分层。
原因分析
TPE在这种情况下,织带的剥离和分层有两个原因
1、共混体系的相容性
SBC基热塑性弹性体复合材料中含有多种组分,在共混和塑化过程中形成不同的相结构,各相结构通过物理交联网络整合成一个整体。然而,各成分相的相容性不足将是分层的根本原因。
2、成形速度剪切速率
在某些情况下,高剪切速率可能导致相分离。在这种情况下,为了使产品美观,小浇口尺寸导致注塑过程中浇口位置的TPE流体剪切速率较高。相容性差的热塑性弹性体材料在高剪切速率作用下出现剥离和分层是正常现象。
解决方法:
不仅如此,其他热塑性弹性体制品在注塑成型过程中出现剥落、分层的原因和解决办法也是一样的。
① 应加强TPE共混体系的相容性;
② 在注射成型过程中,应降低注射速度和注射压力,以减少剪切摩擦;
③ 如有必要,可调整模具进胶口的尺寸和位置(如适当增大进胶口尺寸)。

 扫一扫,关注我们
扫一扫,关注我们



 0755-27558636
0755-27558636